TECHNICAL REFERENCE
APPLICATION EXAMPLES
CUT-TO-LENGTH
A plastic strip is pulled from a feedroll and
must be cut to a specified length. The num-
ber of pieces must be programmable. The
operation is done by advancing the web to
a specified distance and activating the cut-
ter. The operation must be stand-alone. The
operator has a hand-held terminal for
selecting the length and number of cuts.
Requirements
Range of cut: 6" to 36"
System resolution: 0.0002" or 5000 counts
per inch
Slew speed: 12 inches/sec
Acceleration/deceleration: 200 in/s
2
Cutting time interval: 200 ms
Required accuracy: ±0.001"
Stand-alone
Components Selected
DMC-1412: 1-axis industrial controller
AMP-1460: Power amplifier/intercon-
nect module
TERM-1500H: Hand-held terminal
WSDK: Servo design software for setup
Operation
The DMC-1412 stand-alone, single-axis
controller prompts the operator to enter
the length in inches L and the number
of cuts N.
To start the operation, a switch con-
nected to input 1 is turned on. The cut-
ting cycle includes the motion interval
followed by the cutting interval. The actu-
al cutting tool is controlled by toggling
output 2 on the DMC-1412. The opera-
tion ends when the number of cuts is
completed or when input 1 is turned off,
whichever occurs first.
As the operation is stand-alone with a
single axis of motion, the controller
DMC-1412 and the terminal TERM-
1500-H were selected. The control pro-
gram below is downloaded to the DMC-
1412 via the RS232 port and stored in
non-volatile memory.
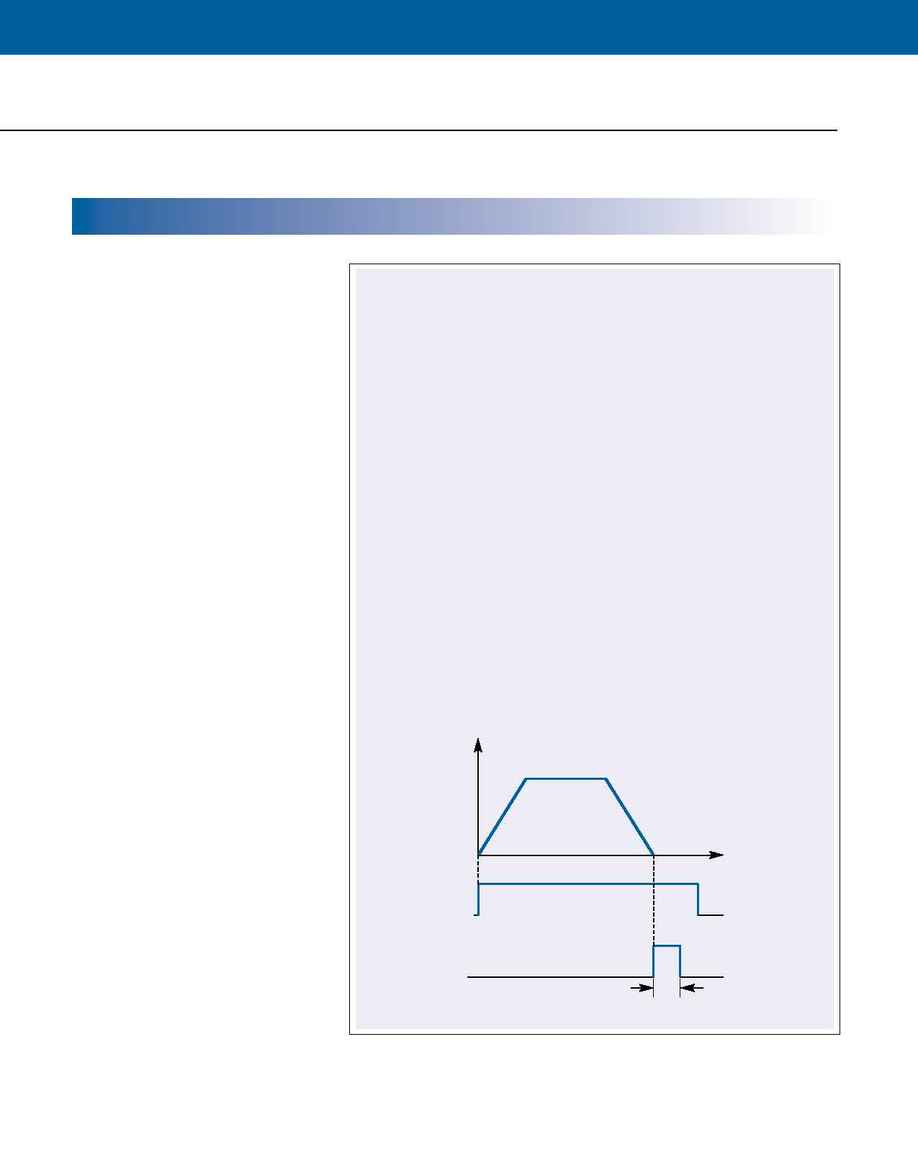
TIME
200 msec
VELOCITY
5V
0V
INPUT 1
OUTPUT 2
CUT-TO-LENGTH
INSTRUCTION
INTERPRETATION
#AUTO
Label for autostart
IN "ENTER CUT LENGTH IN INCHES",L
Prompt for operator
IN "ENTER NUMBER OF CUTS",N
Prompt for operator
#WAIT
Label for wait
JP #WAIT, @IN[1]=0
Wait until input 1 is high
C=0
Initialize cut counter
#LOOP
Label for loop
PR L*5000
Convert inches to counts
SP 60000
Speed in counts/sec
AC 1000000
Acceleration in counts/sec2
BGX
Begin motion
AMX
Wait for motion complete
SB2
Activate cutter, set output 2 high
WT 200
Wait 200 msec
CB2
Deactivate cutter, clear output 2
C=C+1
Increment cut counter
JP #E,C=N
Exit if done
JP #LOOP,@IN[1]=1
Repeat if input 1 is still high
#E
Exit
EN
End program
Example--Cut-to-length
94
·
Galil Motion Control, Inc.
·
www.galilmc.com