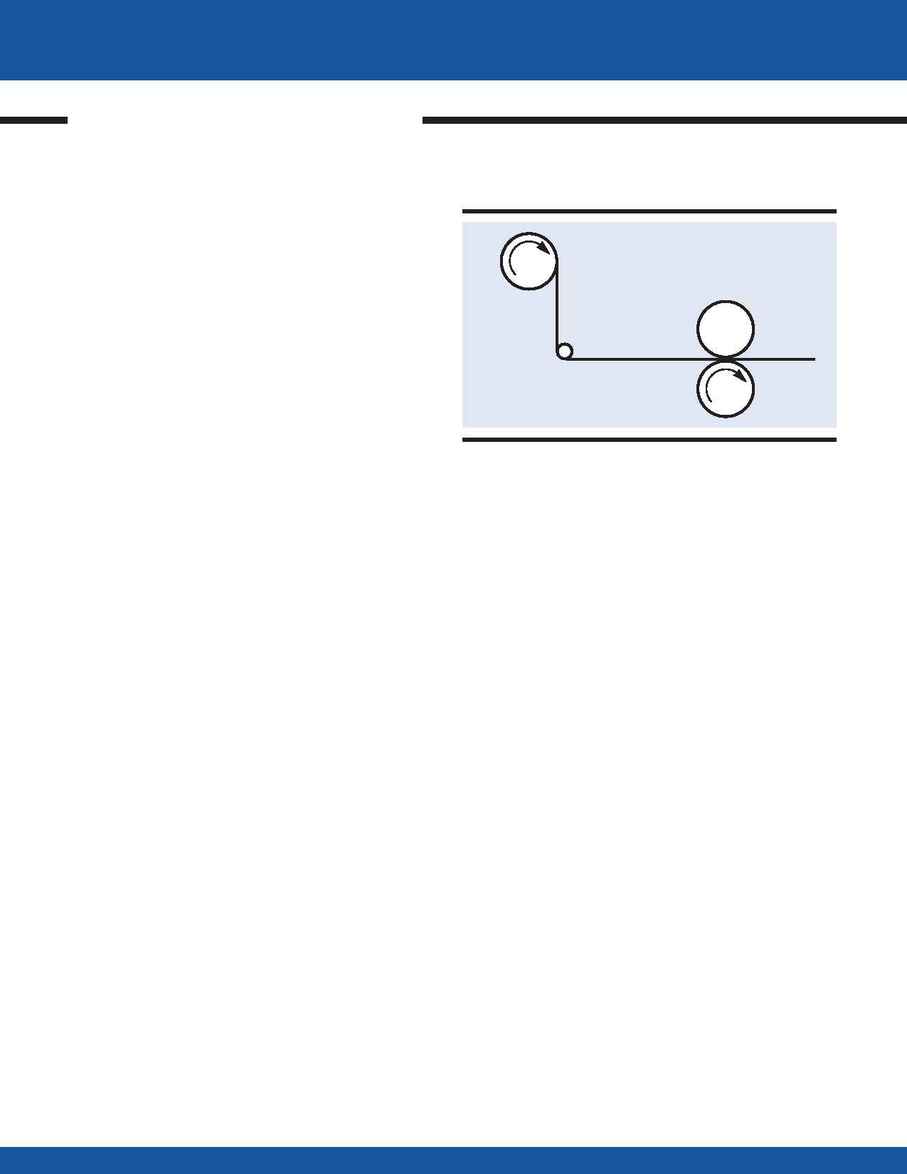
Web processing applications often require tension control. In
the most demanding case, the web is pulled by an indepen-
dent process, which may be continuous or start/stop. The
tension is sensed by a load cell and the requirement is to
supply the web from a feed roll under constant tension.
The same process applies to winding the web on a take-
up roll under constant or variable tension.
Requirements
Speed of master: 0-20 inches/sec, start/stop
Master encoder resolution: 400 counts/in
Feed roll diameter: 3.5 - 16 inches
Feed roll encoder resolution: 10,000 counts/rev
Load sensor output: 010V for 0 20 oz
Tension accuracy: ±0.5 oz
Components Selected
DMC-1020: Controller
ICM-1100: Interconnect module
Operation
The length of the web pulled by the master process is moni-
tored by an encoder with a resolution of 400 counts/in. The
feed roll is driven by a motor with a tachometer and an
encoder of 10,000 counts/rev. The motor is driven by an
external amplifier. The amplifier is configured in the velocity
mode for added stability in view of the heavy inertial load.
The feed roll motion is divided into two parts: coarse and
fine motion. The coarse motion is achieved by gearing the
feed roll to the master process and continuously estimating
the gear ratio. Since the ratio is not known precisely, this
mode performs most of the required motion but not all of it.
The fine motion is correction moves performed on top
of the electronic gearing in response to variations in tension.
Here the errors in tension are monitored and the motor is
driven at a proportional speed on top of the gearing.
It is assumed that the initial gear value, G, is known. The
initial value can be computed or measured directly. The gear
ratio may be continuously estimated by determining the
ratio of the frequencies of the two encoders and filtering that
ratio.
In the following program the feed-roll motor is controlled
by the X axis and the master is monitored by the Y axis. The
program consists of two parts: #GEAR, which estimates the
gear ratio and performs the coarse move, and #TRIM, which
performs the fine move. The two programs are executed
simultaneously by multitasking.
The load cell signal is applied to the analog input #1,
and the required sensor level is 4 V. Accordingly, E, the dif-
ference between the sensor output and 4, is the error in ten-
sion. The motor is required to jog at a speed that is equal to
20 times E.
Instruction
Interpretation
#INITIAL
Label
GAY
Set Y as master
GRG
Initial gear ratio
JG0
Initial jog speed
BGX
Begin motion
XP = _TPX
Read initial X position
YP = _TPY
Read initial Y position
#GEAR
Y = _TPY
Read new Y
X = _TPX
Read new X
JP #GEAR, Y = YP
Repeat if no Y motion
DX = X - XP
Compute X increment
DY = Y - YP
Compute Y increment
XP = X
Update X position
YP = Y
Update Y position
RATIO = DX/DY
Ratio of increments
G = (G*7+RATIO)/8
Estimate gear
GRG
Update gear
JP#GEAR
Repeat cycle
EN
#TRIM
Label
E = @AN[1]-4
Tension error
JG E*20
Fine jog speed
JP #TRIM
Repeat
EN
End program
Web Tension Control
P R O G R A M M I N G E X A M P L E S
118
Programming Examples
·
Galil Motion Control, Inc.
·
800-377-6329
Web Tension Control
FEED
ROLL
X
LOAD CELL
WEB TENSION CONTROL