face), the exchanger can now be oper-
ated with a lower
T, i.e., (T
C
-
T
2
),
and thus, the increased slope of the
heat removal curve Q
R2
. The reactor
will be stable, and all problems asso-
ciated with the unstable conditions
should be minimized. A general reac-
tor model can be used to pinpoint
such problems and identify the appro-
priate solution(s).
Revamp of reactors performing
soundly.
A primary driver for
revamping many solid-catalyzed reac-
tors is the availability of improved
catalysts. A general reactor model
can be used to do these revamps.
Once catalyst performance data is
known, an existing reactor can be
easily used to accommodate the new
catalyst and predict the optimum
operating conditions for the catalyst.
If required, a general model can be
used to fine-tune modifications for
the existing reactor design to
heighten catalyst and reactor perfor-
mance.
Implementing design modifica-
tions alone--without an improved
catalyst--can increase reactor yield
and productivity. Scope and oppor-
tunities for these revamp types can
be assessed by applying a general
reactor model. Applications for two
commercially important reaction sys-
tems--acrylonitrile and maleic anhy-
dride--are presented. They are based
on reaction mechanisms and kinet-
ics that closely represent the behav-
iors of typical commercial reactors.
Criteria for revamps.
Many criteria are necessary
on which revamp decisions are based. Four such crite-
ria are used here, in addition to usual safety consider-
ations: conversion (X), selectivity (S), yield (Y) and mass
time yield (MTY). MTY represents tons of the desired
product(s) obtained per ton of catalyst used in solid cat-
alyzed reactors. Yield is defined as the percent of the
primary reactant converted to the desired product. For
example, in acrylonitrile application, propylene is
defined as the primary reactant, and acrylonitrile as
the desired product. It is the product of conversion and
selectivity, i.e., Y = (X
×
S) / 100, where X and S are also
expressed as a percent basis. Mechanical and detailed
economics are not considered as additional criteria for
this analysis.
For single-pass reactors, i.e., reactors without
recycle, a reactor is designed to maximize both con-
version and yield. In many reactions, the selectiv-
ity for the desired product decreases as conversion
increases. Thus, yield may approach a plateau or
reach a maximum as conversion increases. There-
fore, an optimum conversion is the design target for
these cases.
For a recycle reactor, however, a higher selectivity
may be a deciding factor when evaluating the optimum
design. This is particularly true for an expensive feed-
stock, where maximum utilization of the feed to the
desired product is the primary goal. This is also true
when an optimum integration of the whole process,
i.e., the reactor-separator-recovery integrated system,
indicates that a higher selectivity is preferred over a
higher yield.
MTY is a key criterion for all solid-catalyzed reac-
tor systems, since it is the measure of reactor produc-
tivity per unit weight of catalyst used. Catalyst is often
a significant fraction of total production costs. There-
fore, the reactor should be designed to achieve the max-
imum possible MTY. However, MTY or catalyst pro-
ductivity drops with conversion. Furthermore as
conversion increases, this drop-per-unit conversion
becomes larger. As the reactor conversion approaches a
plateau, MTY drops dramatically with minimum
increase in reactor yield or productivity. A choice
between high yield and high MTY also determines the
reactor configuration or its modification during revamp
decision.
HYDROCARBON PROCESSING / SEPTEMBER 1999
,,
,,
,,
,,
,,
,,
,,
,,
,,
,,
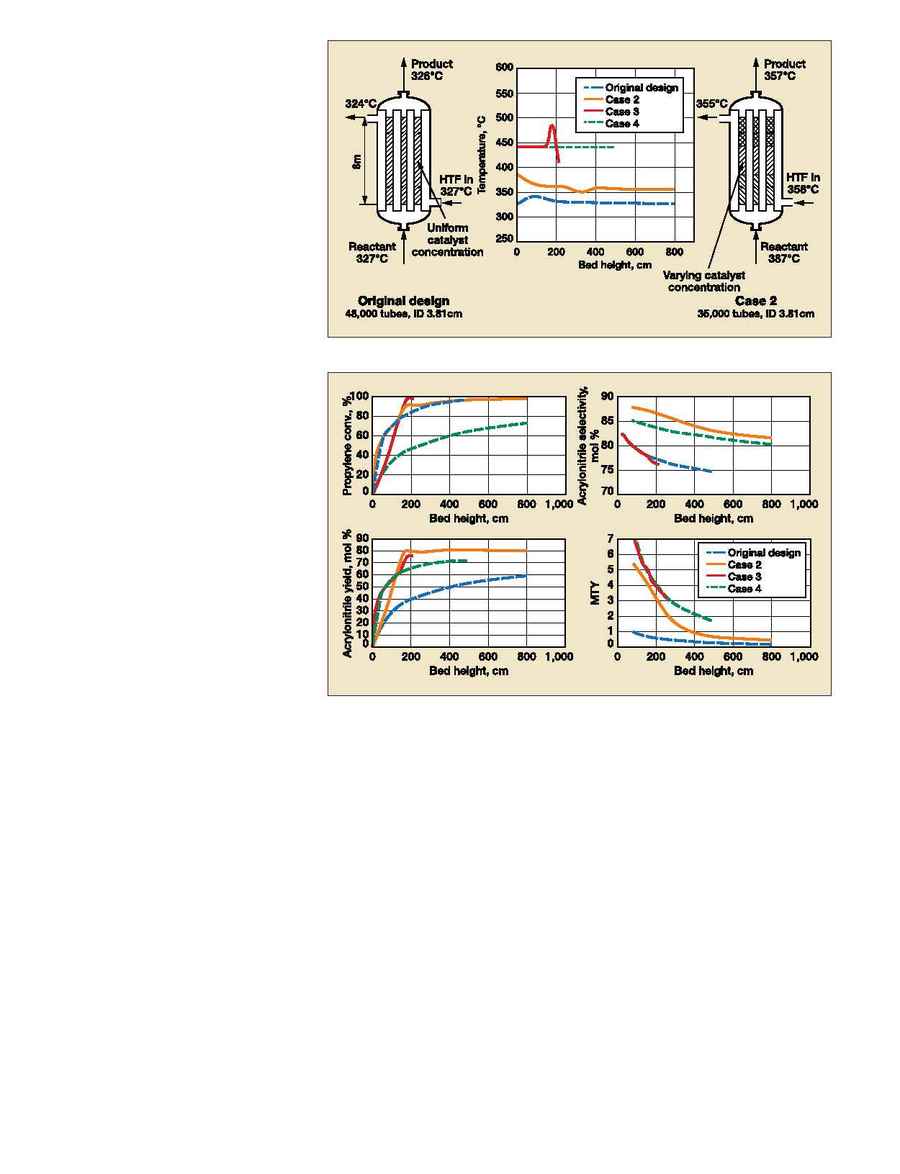
Fig. 7. Revamp of a fixed-bed acrylonitrile reactor.
Fig. 8. Performance curves for fixed-bed acrylonitrile reactor.