sticky byproducts or trace polymers
·
Pressure build-up due to fines accumulating in
packed beds, distributors and flow lines
·
Expected erosion and/or corrosion of reactor inter-
nals and cooling coils.
Besides non-optimized operating conditions, Table
1 lists examples of poorly designed reactors.
Revamp of under-performing reactors.
Under-per-
formance of reactors from aging is correctable, as
required, during routine maintenance and shutdown
periods. Poorly designed reactors may need trouble-
shooting and revamping. In most cases by directly
applying a reactor model, the source for failing perfor-
mance can be identified. These models should handle
both reaction and hydrodynamic aspects (including
flow in the circulation systems) of the system. Thus,
the best possible design and operating conditions to
revamp the reactor can be determined. Four examples
portray the benefits of redesigning existing process
reactors.
Example 1--Packed-bed catalytic reactor with
gas maldistribution.
Gas maldistribution and hot
spot formations are typical problems associated with
deep catalytic packed-bed reactors. Wrong design of
feed gas nozzle, and its location with respect to the
bed surface and design of the feed section may aggra-
vate the problem. Feed gas velocity and property of
the packed-bed material may also be contributing fac-
tors. The hot spots may lead to bed agglomeration,
product degradation, and in the worst case, reactor
temperature runaway. Quantification of such prob-
lems and their magnitudes may not always be possi-
ble. However, such problems can be diagnosed quali-
tatively by comparing observed behaviors with those
expected from the reactor based on known catalyst
performance data.
Fig. 1 shows such a reactor typical performance
diagnostic by a general model and a revamped reac-
tor configuration. The redesigned reactor uses three
catalyst support plates, instead of one. Each plate car-
rys a third of the original catalyst packing. Due to
reduced bed depth of each segment and gas redistri-
bution between two segments, the maldistribution and
associated problems are minimized in the revamped
reactor. The performance diagnostic shows a compar-
ison of the conversions and selectivities before and
after the revamp.
Example 2--Tubular fixed-bed catalytic reactor
with temperature runaway.
Temperature control is
crucial for tubular fixed-bed catalytic reactors involving
exothermic reactions. Achieving the highest possible
operating temperature level and using the minimum
number of tubes of acceptable diameter and length is a
challenge when designing these temperature-controlled
reactors (TCR). For TCR reactors, a slight increase in
temperature above a threshold value, either of the reac-
tor feed or coolant, may cause a temperature runaway.
Therefore, the reactor must operate at a temperature
level below the threshold limit. However, there are
cases when an operation at such temperatures is also
unacceptable due to poor conversion.
For example, Fig. 2 shows the original design of a
reactor used to produce acrylonitrile from propylene.
(The kinetics are not presented due to proprietary rea-
son.) For a feed temperature at or above 332°C, a tem-
perature runaway occurs as shown in Fig. 2. At a lower
feed temperature, the conversion is very poor.
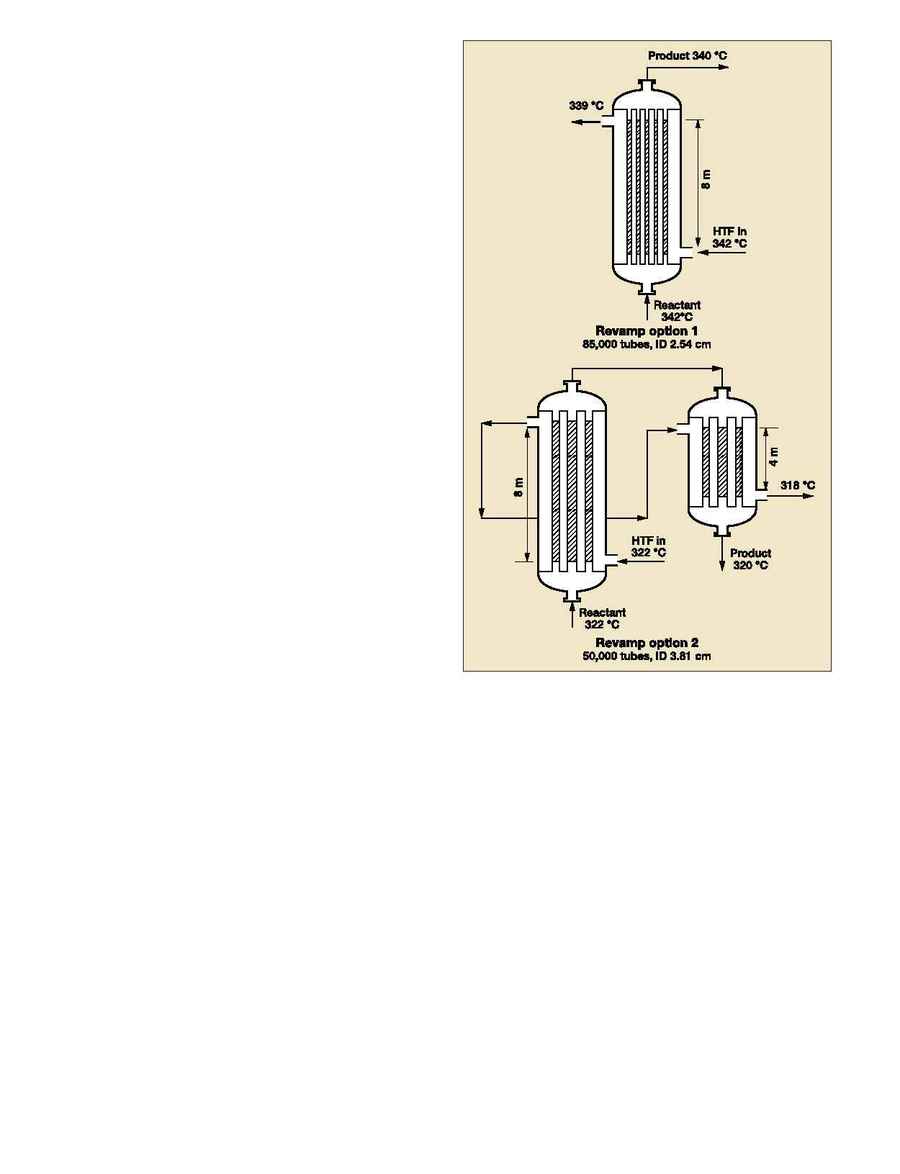
Fig. 3 shows two revamp options for this reactor. In
option 1 (Fig. 3), a smaller tube diameter is used; it
improves heat transfer and hence, allows the reactor
to operate at a higher temperature level. However, a
larger number of tubes must be used to achieve the
desired production rate. In option 2 (Fig. 3), the tube
length of the original reactor is extended by adding an
extra section. This arrangement compensates for the
lower reaction rate from lower operating temperatures.
Temperature profiles of the two revamp options (1 and
2) are shown along with that of the original design (Fig.
2). The choice between these two and other possible
options will depend on mechanical and other consider-
ations, and total revamp cost.
Example 3--Bubbling fluidized-bed catalytic
reactor with poor hydrodynamics.
Hydrodynam-
ics of bubbling/turbulent fluidized-bed reactors depend
HYDROCARBON PROCESSING / SEPTEMBER 1999
,,
,,
,,
,,
,,
,,
,,
,,
,,
Fig. 3. Retrofit options for a tubular fixed-bed reactor with temper-
ature runaway problems.