6
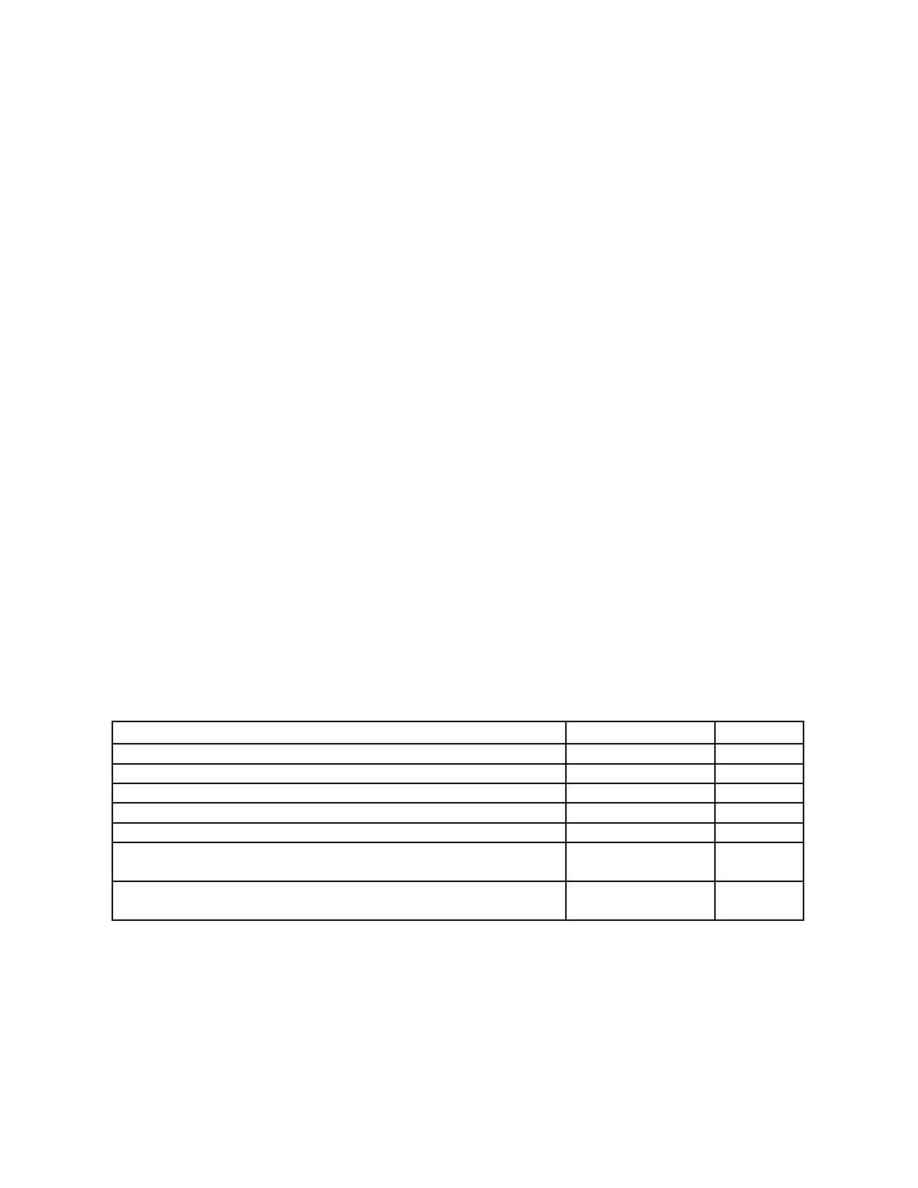
Table 4. Paraxylene Yield from Toluene
Use of Toluene
Tons-PX / 100 tons-toluene
Gasoline, (octane value)
0
TDP/STDP
40
C
7
/C
9
transalkylation
70
GT-TolAlk
100
GT-TolAlk process technology will be increasingly economical as a means of producing
paraxylene in the future, as the long-term outlook for the feedstock pricing remains favorable.
The next step is to review what can be done with the heavy (C
9
+) aromatics. To the extent
that the C
9
+ fraction contains methyl groups attached to the aromatic ring, these can be
rearranged through transalkylation to yield the more stable xylene molecule. Unfortunately,
there are not enough methyl groups in the typical C
9
fraction to fully upgrade this cut, and the
reaction requires additional molecules from toluene or C
10
+ aromatics. Most transalkylation
processes cannot accept the heavier aromatics due to coking concerns, and must therefore
process a substantial portion of the toluene, with commensurately higher benzene by-product
yield.
GT-TransAlk
sm
process technology can efficiently process feedstocks in the C
9
C
11
hydrocarbon range without the toluene co-feedstock, allowing the toluene to used for its
higher value in the methanol alkylation reaction.
The table below shows the potential PX yield from a given naphtha availability, based on the
processing units employed. There is a progression in PX production that is possible, with the
addition of the toluene alkylation, and heavy aromatics transalkylation processes.
Table 5. Maximum Paraxylene from Given Raw Material Source
PX Yield from Naphtha
a
Type of Xylene Isomerization System
EB Dealkylation
EB Isom.
Feedstock
Mixed Xylenes only
15%
17%
Xylenes plus TDP / STDP
22%
Xylenes plus C
7
/C
9
transalkylation
29%
Xylenes plus GT-TolAlk (with C
9
+ to gasoline)
(new
)
32%
Xylenes plus GT-TolAlk plus C
9
+ GT-TransAlk
(new
)
49%
Xylenes plus GT-TolAlk plus C
9
+ GT-TransAlk plus+GT-
DeSulf
sm
(new
)
100%+
a
Full range naphtha cut; remaining components as gasoline or fuel gas
b
Aromatics taken from FCC gasoline source, after sulfur removal
The last entry in the table above introduces a new source of aromatic molecules from the
fluid catalytic cracking (FCC) unit. The FCC can be a source of benzene, toluene, xylenes, or
C
9
+ aromatics. Many refiners are limited by the catalytic reforming units, which can be
expensive to revamp; or which are constrained by naphtha availability. Also, some refiners
produce a surplus of gasoline and desire to remove aromatic molecules from the gasoline
pool. In these cases, it is prudent to take feed from the FCC and upgrade it into paraxylene.