1
SPECTROSCOPY
Prepared by:Lee Siang Hua (HT033441Y)
Prepared for: Assoc. Prof. Marc Garland
Date of submission: 2 February 2005
Dept. of Chemical & Biomolecular Engineering,
National University of Singapore,
10, Kent Ridge Crescent, Singapore 119260
Email: g0302120@nus.edu.sg
BACKGROUND
In the pharmaceuticals and fine chemicals processes, yield is mainly determined by the reaction stage. A
typically pharmaceutical synthesis consist about 9 reaction steps. It is impossible to have 100%
conversion in any reaction steps, this result to low overall yield due to low conversion and poor
selectivity. The selectivity of each reaction steps can be improved by adding catalyst and proper control
of reaction conditions. By increasing the selectivity, the final yield will be improved tremendously.
The greatest challenge in chemical reaction control is to achieve the most optimum reaction conditions
inclusive of proper control of catalyst concentration, reactant concentration, product concentration and
by-product concentration. The reaction pressure and temperature is also very important. Typical
industrial practice is to collect sample in the reactor routinely and manually analyze the concentrations of
each components in the sample. This conventional method is very time-consuming, due to the time delay,
process optimization is very difficult to achieve.
In-situ or on-line sample analyzer is preferable in the modern industry. The reaction conditions can be
further optimized based on the instant result provided by on-line analyzer. However, there are some
limitation in the on-line analyzing methods, such as proper sampling method, accuracy of the analyzer
results and cost effectiveness of the hardware and expertise. The accuracy of the analyzer is most
important because it will affect the overall control of the reactions.
The accuracy of on-line analyzer is determined by the selection of proper analysis method. A good
analysis method should have high sensitivity to the species-of-interest, better time resolution, accuracy
and low maintenance costs.
SUMMARY OF SELECTED PAPER
In the selected paper
(Wayers et al, 2004); a 785 nm laser dispersive Raman system was installed in a
monochloroacetic acid (MCA) production plant. The Raman system allowed the process to be better
controlled, and making more consistent product quality. The MCA product purity was improved via a
drop in the by-product dichloroacetic acid (DCA) of about 25%.
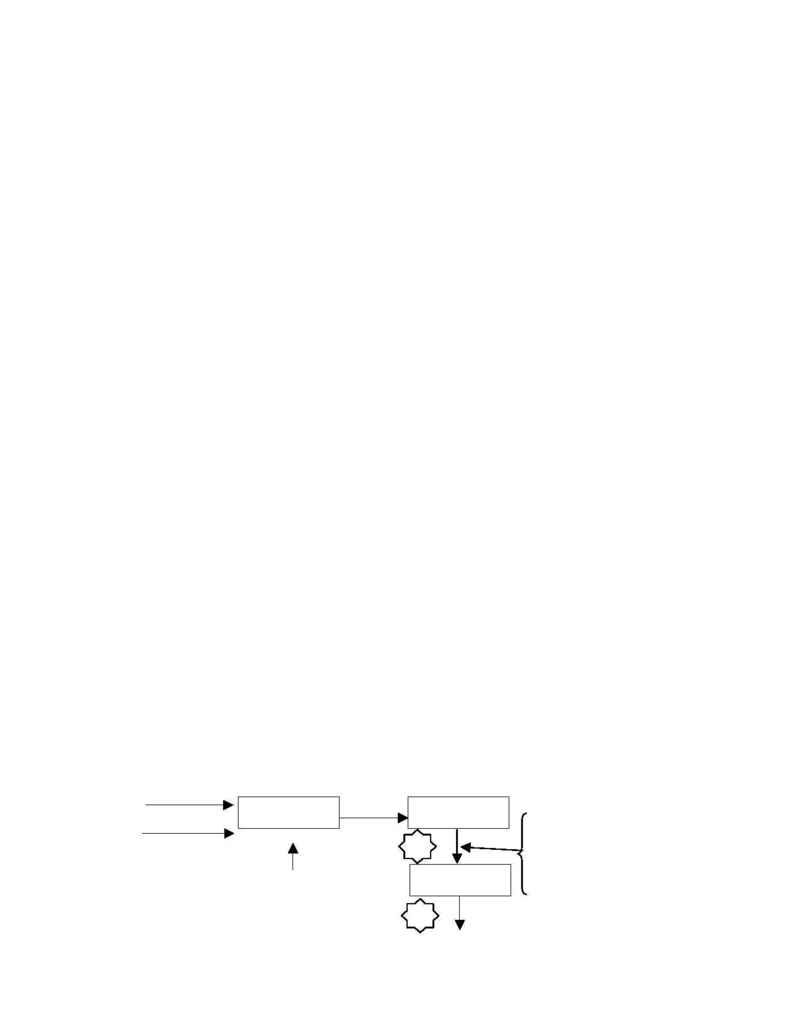
The manufacturing process was summarized as the block diagram below:
Chlorination
Acetic acid
Acetic anhydride
Chlorine
Reaction
Acetyl
chloride
Monochloroacetic acid (MCA)
Dichloroacetic acid (DCA)
Acetic acid
Acetyl chloride
Chloroacetyl chloride
Still
A
B