9
SUMMARY OF SELECTED PAPER
In their paper, Müller and Rasenack (2004) had compiled the developments of micronization technology
over the past thirty years (1974-2003), the advantages and challenges in each techniques was discussed,
and the common and novel technique had been compared.
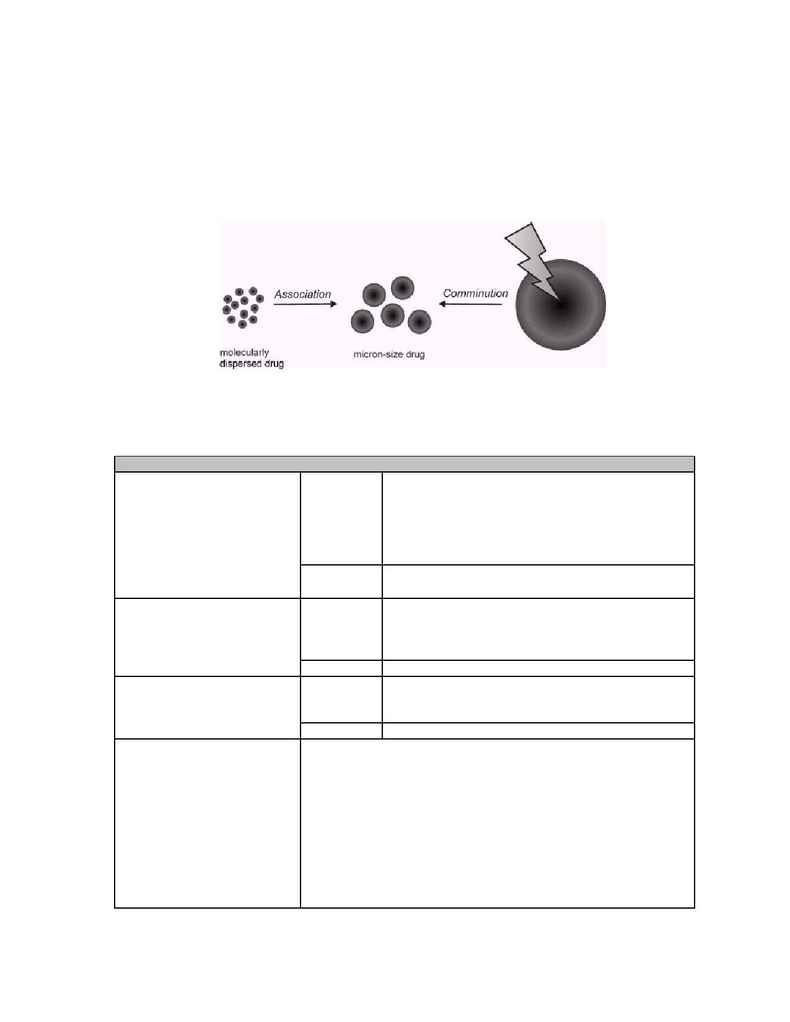
The micronization technologies had been divided into two major categories: breaking (comminution) of
large particles using milling process such as jet milling, pearl-ball milling or high-pressure
homogenization and the production of small particles using controlled production processes such as spray
drying, precipitation from supercritical fluid (SCF) and controlled crystallization. These two categories
are well illustrated in Figure 1.
Figure 1. Illustration of the two principle methods for the production of a micron-size drug powder.
Each method had been discussed in the basic operating principle, the result, the advantages and
disadvantages. Table 1 summarized the discussions of all major methods available in industry..
Table 1. Summary of Micronization Technology
Mechanical Comminution
Process
Conversion of high pressure into kinetic energy.
Milling pressure between 3-10 bar. Four basic designs:
spiral, opposed, loop, target. Three collision
geometrics: inter particle collisions due to turbulence in
a free jet, collisions between particles accelerated by
opposed jet, impact of particles on a target.
Jet mills/Fluid-energy mill
Performance
Average particle size~1.5-5
µm, 90%<10 µm. Also
available for 99% <5
µm.
Process
A suspension is homogenized at pressure ~ 1000 bar
with up to 10 cycles, causing a high strain of the drug.
Due to the rapid expansion, a disruption occurrs by
cavitation.
High-Pressure Homogenizer
Performance Particle size 200-400nm. Mostly amorphous particles.
Process
A rotating vessel, 74.4% filled with pearl-ball, moved
using a rotator. Comminution due to attrition and
impact.
Pearl-ball mill
Performance Crystalline products.
Challenges of these method
1. Crystal cleaves at the crystal face with smallest attachment energy,
thus the surface properties is dominated by this crystal face, which
might be hydrophobic. To increase the dissolution rate, surfactant
is needed.
2. Particles are electronically charged and further agglomeration due
to their cohesive behavior.
3. Broad particle size distributions and heterogeneous shape.
4. High energy input caused disruption of crystal lattice.
5. Further size reduction due to postmicronization stress relaxation.
6. Chemical degradation, change in blending properties and
dissolution properties, etc.