Kolmetz.com Thermo Paper Page 13
curve. This results from the discontinuity at the feed stage and the development of the
equilibrium curves and operating lines from the same data. This curvature may produce
the appearance of a mis-located feed when in actuality the pinch point is a function of the
curvature of the operating line and the equilibrium curves. (1)
Great effort was taken to try to remove the pinch point with no success. This pinch point
is consistent in all of the simulation runs. The authors have concluded that this
phenomena must be associated with the simulation packages, the pseudo McCabe-Thiele
diagram development, or a result of the separation of very close boiling point
components occurring in the stages above the feed stage.
Test Case Column Sizing
Once the simulation runs for the test case was completed and the accuracy of the models
was confirmed each process simulation package was used to size the diameter of the
column. The default flood factor of .80 was used as the basis of the column sizing.
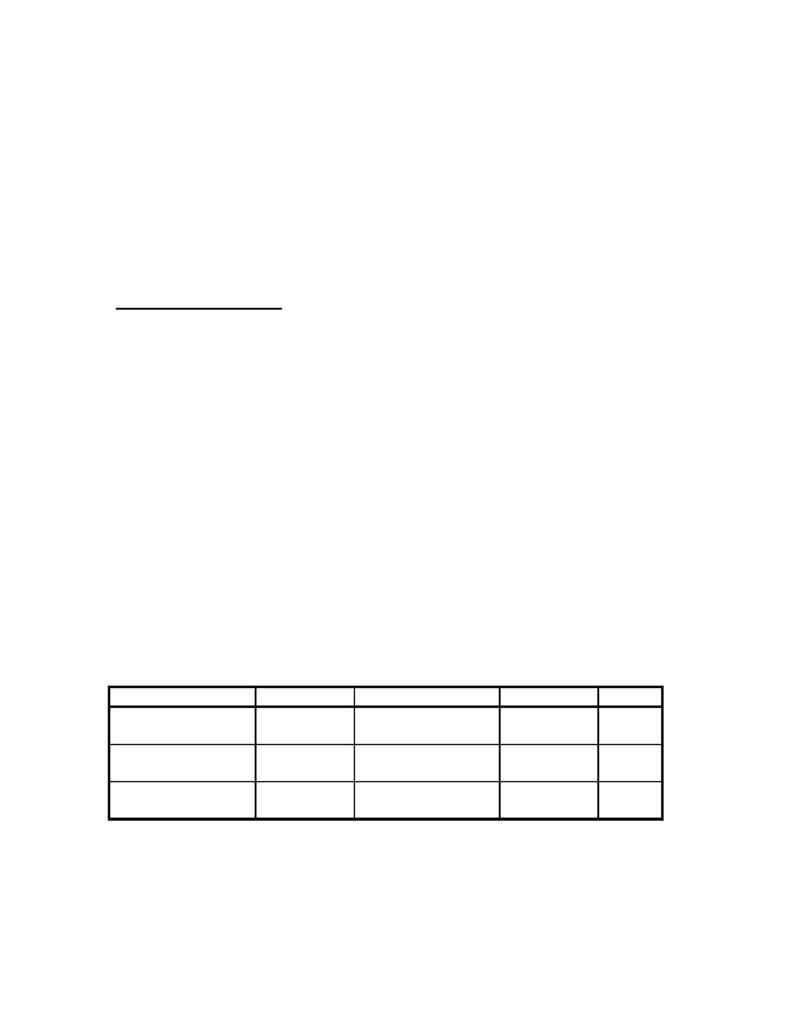
The results from the process simulators for the ethylbenzene recovery column are given
in Table 4. Examining the results from the process simulation packages there is a large
amount of variation in the results. Each package predicted about the same diameter
column using the Peng Robinson Model. The column diameter calculated by process
simulator B was a ½ of a foot larger that what process simulators A and C calculated.
This may indicate a different sizing criteria for simulator package B.
The diameters calculated by the NRTL models and Van Laar models are very different.
Simulator B predicted a diameter one foot smaller in the bottom of the column. This is
due to lower vapor/liquid traffic below the feed than what was predicted by the other two
simulation packages. The vapor/liquid traffic predicted by simulators A and C were very
similar. The actual tower is a constant 8.5 feet in diameter.
Table 4.
Ethylbenzene Recovery Tower, Column Diameter Sizing Comparison
Column Dia., in Ft
Simulator A Simulator B
Simulator C Actual
Peng Robinson
Model
8.5 9.0
8.5 8.5
NRTL Model
9.0
9.0 Above the Feed
7.5 Below the Feed
8.5 8.5
Van Laar Model
9.0
9.0 Above the Feed
7.5 Below the Feed
8.5 8.5
***Note*** In designing a column, one should check the results by doing some basic
hand calculations. The calculations for sizing a column by hand were provided in an
earlier paper. Please refer to the paper entitled "Use of Process Simulation for
Distillation Design" by Zygula, T. M., Dautenhahn, P. C. for complete details.
13